HyPURE® Reverse Osmosis (RO) Systems
Efficient HyPURE® Reverse Osmosis (RO) Systems for Industrial Applications: Boost Performance & Sustainability
The Hydroflux HyPURE range of reverse osmosis systems’ offer high efficiency, a low energy design and exceptional performance. We offer a comprehensive range of systems ideally suited for industrial process water treatment and reuse.
The HyPURE range of RO systems can be utilised in a wide variety of applications including:
- Production of advanced water from industrial wastewater sources, including waste-to-potable for direct food contact in the food and beverage industry
- Production of process and potable water for industry from bore water and surface water supplies
- Production of demineralised water for steam boiler make-up
- Hygienic process water for production of infant formula, dairy products, beverages, cosmetic and pharmaceutical products
- Generation of ultrapure water for semi-conductor, electronics, solar cell production and laboratories
- Treatment of wastewater to meet strict environmental discharge standards
- Zero liquid discharge from industrial processes



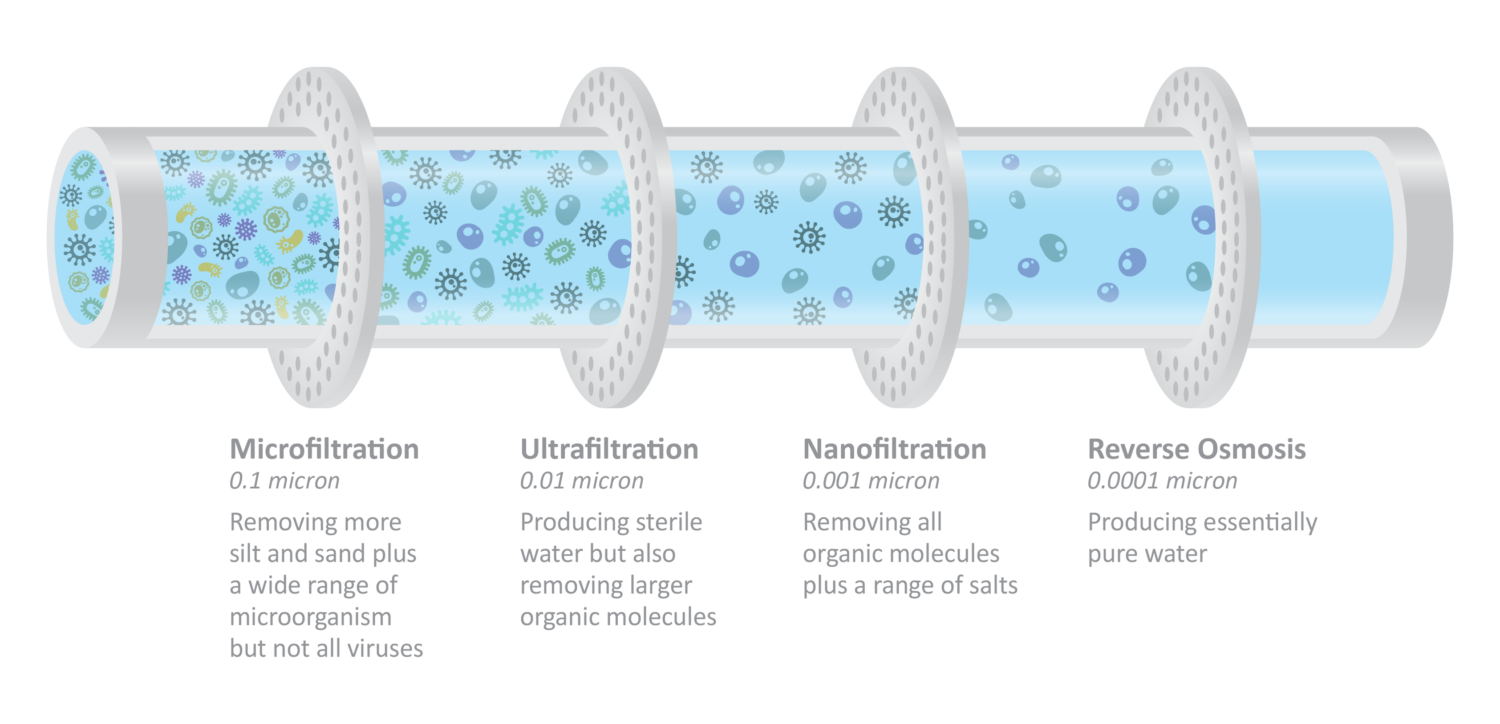
Reverse Osmosis (RO) in the Spectrum of MF, UF, and NF
Reverse Osmosis (RO) is the most advanced and precise filtration technology among the membrane filtration methods, offering the highest level of water purification. It operates on the principle of osmosis, but with an applied pressure to push water through a semi-permeable membrane that has extremely fine pores (typically less than 0.001 microns). This allows RO to remove nearly all contaminants, including dissolved salts, metals, organics, pathogens, and a wide range of other impurities.
Where Reverse Osmosis Fits in a Complete Treatment Process
While RO provides the highest level of purification, it is also energy-intensive and can experience fouling due to the removal of large amounts of dissolved solids. For this reason, RO is often used in conjunction with pre-treatment systems such as UF or NF. These pre-treatment processes remove larger particles and contaminants, reducing the load on the RO system and extending its lifespan.
Pre-Treatment (UF or NF)
Ultrafiltration or Nanofiltration can be used as a first step to remove larger particles, bacteria, and organic material before the reverse osmosis membrane removes mostly dissolved material to produce highly purified water.
Why Choose Hydroflux to design and build your RO system?
By understanding the differences and limitations between MF, UF, NF, and RO, Hydroflux helps design the most appropriate solution based on the specific water treatment needs of your application. Whether you need a simple filtration solution or a multi-stage system combining various membrane technologies, Hydroflux has the expertise to deliver tailored, efficient, and reliable systems.
In addition to delivering turnkey solutions, Hydroflux specialises in designing and supplying efficient containerised membrane solutions. These containers can be equipped with one or more types of membranes, combined with full control and automation, to create compact, fully integrated systems. These systems are readily deployable and deliver reliable, high-performance water and wastewater treatment across a wide range of applications.
Reverse Osmosis FAQ’s
The lifespan of industrial Reverse Osmosis (RO) membranes typically ranges between 3 to 5 years, but this depends on several factors, including feed water quality, pretreatment efficiency, operating conditions, and maintenance practices. Proper care and monitoring can help maximise membrane life and ensure consistent performance as well as a service and maintenance contract that Hydroflux provides to all its customers
One of the most significant factors affecting membrane longevity is feed water quality. High levels of total dissolved solids (TDS), hardness, organics, and suspended particles can lead to scaling and fouling, which reduce efficiency and increase energy consumption. To mitigate this, pretreatment methods such as filtration, softening, chemical dosing, and pH adjustment are essential. If pretreatment is inadequate, membranes may become clogged or damaged, requiring frequent cleaning and early replacement.
Regular cleaning and maintenance also play a crucial role in membrane lifespan. Over time, contaminants build up on the membrane surface, leading to decreased water flow and higher salt passage. All Hydroflux RO systems are supplied with a clean-in-place (CIP) system which at appropriate intervals helps restore membrane performance. However, excessive or improper cleaning can cause irreversible damage, making it critical to follow manufacturer guidelines.
In addition to cleaning, monitoring system performance is key to detecting early signs of membrane degradation. A noticeable drop in permeate flow, an increase in salt passage (higher TDS in treated water), or a rising pressure drop across the membranes are common indicators that replacement may be necessary. By maintaining proper operating conditions—such as pressure, flow rate, and recovery rate—plant operators can extend the useful life of RO membranes and optimise overall system efficiency.
One of the most critical pretreatment steps is filtration, which removes particulates, turbidity, and sediments that could clog the membrane surface. Multimedia filters (MMF) are commonly used to eliminate larger particles, while fine cartridge filters (typically 5 microns or smaller) provide an additional layer of protection before the water reaches the RO membranes. In high-purity applications, ultrafiltration (UF) may be employed as an advanced pretreatment step.
Another key aspect of pretreatment is scaling prevention, as minerals like calcium and magnesium can form deposits on the membrane surface. Water softening using ion exchange or the addition of antiscalant chemicals helps mitigate scaling issues. In some cases, pH adjustment with acid dosing (e.g., sulfuric or hydrochloric acid) is used to further reduce scaling potential. Additionally, if the feed water contains chlorine, which can degrade RO membranes, dechlorination is reccomended using activated carbon filtration or sodium bisulfite dosing.
Biological fouling is another common challenge in RO systems, as bacteria and other microorganisms can grow on membrane surfaces and reduce efficiency. Preventative measures such as ultraviolet (UV) disinfection, biocide dosing, and regular cleaning protocols help control biofouling. If heavy metals like iron and manganese are present, oxidation followed by filtration is necessary to prevent membrane fouling.
Hydroflux has expertise in all types of RO pretreatment methods and can advise on the most appropriate solution. By implementing a comprehensive pretreatment strategy, industrial RO systems can operate more efficiently, reduce maintenance costs, and extend membrane lifespan. Regular monitoring of key parameters like turbidity, pH, and chlorine levels ensures that the pretreatment process remains effective and optimally protects the RO system.
The power consumption of an industrial Reverse Osmosis (RO) system depends on several factors, including operating pressure, feed water quality, and system size. RO systems work by forcing water through semi-permeable membranes under high pressure to remove dissolved solids and contaminants. The amount of energy required largely depends on the salinity of the feed water. Brackish water RO (BWRO) systems (those used in industrial applications) typically operate at 4–30 bar (60–450 psi) and consume around 0.5–2.5 kWh per cubic meter of treated water. In contrast, seawater RO (SWRO) systems require much higher pressures of 55–80 bar (800–1,200 psi) due to the higher osmotic pressure of seawater, leading to energy consumption of approximately 3–6 kWh per cubic meter.
Feed water quality also plays a crucial role in power consumption. Water with high Total Dissolved Solids (TDS) or significant levels of contaminants requires more pressure to achieve separation, increasing energy use. Additionally, if the feed water is not properly pretreated, fouling and scaling can occur on the membranes, reducing system efficiency and forcing pumps to work harder. This not only raises energy consumption but also shortens membrane lifespan, increasing maintenance costs. A well-designed pretreatment system—using filtration, softening, and chemical dosing—helps reduce these issues and ensures the RO system operates more efficiently with lower power requirements.
The Reverse Osmosis systems can handle variable pollutant loads if the feed pump frequency can be reduced or increased sufficiently to facilitate it. In some applications where the TDS varies so significantly, (e.g. in construction and groundwater remediation) a specially designed pumping system must be included with the system. Hydroflux have experience in specialised RO system capable of handling these fluctuating loads.
In many instances, additional treatment is required even after an RO system. Despite RO permeate being very low in dissolved salts, trace levels of dissolved organic carbon (DOC) provide enough food for slow growth of organisms within the treated water permeate pipe network. Often as a minimum, residual disinfectants such chlorine, chlorine dioxide, chloramine or ozone are introduced. In many instances, hardness and bicarbonate alkalinity is also added into the permeate to protect copper and cast-iron pipe networks from dissolving in RO permeate. Additional post treatment involving UV disinfection, or Ion exchange are also utilised to produce higher purity water levels for specialised industrial processes.
Sustainable Solutions
As Australia’s first certified carbon-neutral water and wastewater chemical supply and service business, we focus on sustainability. Developing and delivering sustainable solutions for treatment plant operation and maintenance is at the core of what we do. Our equipment is the most sustainable in the Australian and New Zealand market and is not just effective at protecting our valuable water resources but also carbon-neutral. Click here to find out what this means for you.